

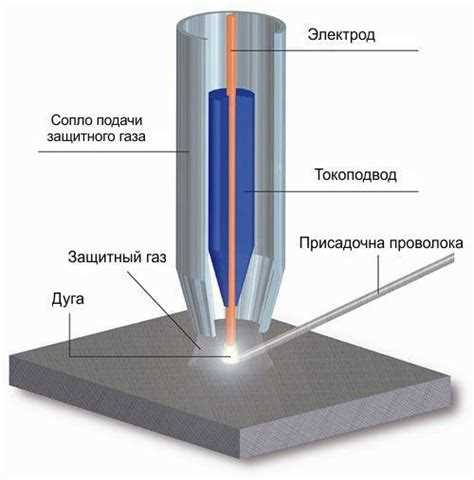
Традиционная TIG-сварка предполагает защиту сварочной зоны аргоном, который исключает контакт жидкого металла с кислородом и азотом. При отсутствии газа возникает риск образования пор, окислов и нестабильного дугового разряда. Чтобы избежать этих проблем, применяют специальные приемы и расходные материалы.
Для работы используют вольфрамовый электрод с оксидированным покрытием, устойчивым к перегреву. Рекомендуется выбирать марку с добавлением лантана или церия, так как они обеспечивают более стабильное горение дуги при пониженной защите. Диаметр электрода подбирают в зависимости от толщины заготовки: для металла 2 мм достаточно 1,6 мм, для 4 мм – 2,4 мм.
Особое внимание уделяют подготовке кромок. Очищают поверхность от ржавчины, масла и старого покрытия до чистого металла с помощью щетки из нержавеющей стали или абразивного круга. Любые остатки загрязнений ускоряют образование окислов в зоне шва. Перед розжигом дуги настраивают минимальный ток, обеспечивающий плавление кромок, и избегают перегрева, чтобы уменьшить риск окисления.
Чтобы компенсировать отсутствие защитной среды, применяют флюсы, образующие на поверхности жидкого металла защитную пленку. Флюс наносят тонким слоем на кромки или используют специальные присадочные прутки с флюсовым покрытием. После сварки шов очищают от остатков флюса металлической щеткой и промывают растворителем.
Подбор присадочного прутка для сварки без защитного газа
При работе без подачи аргона необходимо выбирать пруток с повышенным содержанием легирующих элементов, которые замедляют окисление расплава. Для нержавеющей стали подходят марки ER308L или ER309L с пониженным содержанием углерода и добавлением хрома и никеля. Они формируют устойчивый защитный слой, уменьшающий образование пор и раковин.
Для конструкционных сталей используют прутки с кремнием и марганцем, например ER70S-6. Эти элементы связывают кислород, снижая риск оксидных включений. Диаметр подбирается под толщину металла: для листов 1–2 мм – прутки 1,0–1,2 мм, для деталей от 3 мм – 1,6 мм и больше.
Поверхность присадки должна быть чистой. Перед применением удаляют заводскую смазку и загрязнения механической зачисткой или обезжиривателем. Хранение организуют в сухом месте, чтобы исключить образование оксидной пленки и коррозии.
Выбор вольфрамового электрода для работы без газа

При отсутствии защитного газа электрод испытывает повышенное окислительное воздействие, поэтому важно подобрать сплав, устойчивый к высоким температурам и загрязнению. Чистый вольфрам (WP) в таких условиях быстро разрушается, поэтому предпочтение отдают легированным электродам.
Для работы без газа применяют следующие типы:
- WT (торированный) – содержит 1,5–2% ThO₂. Обеспечивает устойчивую дугу и высокий ресурс, но требует осторожности при шлифовке из-за радиоактивности пыли.
- WL (лантанированный) – 1,0–1,5% La₂O₃. Хорошо держит форму при перегреве, стартует при низком токе, не выделяет опасной пыли, подходит для постоянного тока.
- WC (церированный) – 2% CeO₂. Стабильная дуга при малых токах, меньше износ при частых розжигах, оптимально для тонких деталей.
Рекомендуется:
- Затачивать электрод под острым углом (20–30°) для концентрации дуги и снижения разбрызгивания.
- Удалять заусенцы после заточки, чтобы исключить нестабильность дуги.
- Использовать шлифовку вдоль оси, а не поперек, чтобы не образовывались поперечные риски, влияющие на фокусировку дуги.
- Менять электрод при появлении сильного окисления или трещин на кончике, иначе ухудшается качество шва.
Диаметр электрода подбирается под ток: до 100 А – 1,6 мм, 100–200 А – 2,4 мм. При превышении тока повышается риск оплавления и нестабильной дуги.
Подготовка кромок и очистка металла перед сваркой

Перед сваркой необходимо удалить все покрытия, включая краску, грунт и ржавчину. Для этого применяют металлические щетки, шлифовальные круги или абразивные диски. Очищенная поверхность должна быть до чистого металла без следов окислов.
Кромки деталей подгоняют так, чтобы зазор не превышал 0,5 мм, иначе произойдет нестабильное формирование шва. При толщине свыше 3 мм выполняют скос под углом 30–35° для полного провара. При подготовке торцов важно убрать заусенцы и наплывы.
Жир и масляные остатки удаляют с помощью ацетона или изопропилового спирта. Протирать нужно безворсовой тканью, меняя ее по мере загрязнения. Остатки растворителя должны испариться полностью перед началом сварки.
Если металл хранился на открытом воздухе, дополнительно проводят механическую зачистку до блеска, так как тонкая пленка коррозии ухудшает устойчивость дуги и вызывает пористость шва.
Ключевое требование: сварка возможна только по чистому металлу, так как любые загрязнения увеличивают риск трещин и пор в зоне шва.
Регулировка тока и полярности для сварки без газа
Для TIG-сварки без защитного газа применяют только постоянный ток. Переменный ток исключается, так как он увеличивает риск окисления и нестабильного дугового разряда.
Полярность выбирается обратная (DCEN – электрод на «минусе»). Это снижает нагрев вольфрамового электрода и концентрирует тепло на кромках металла, что обеспечивает глубокий провар.
Сварочный ток зависит от диаметра электрода и толщины заготовки. Для электрода 2,4 мм оптимальный диапазон – 60–100 А при толщине металла до 3 мм. При увеличении толщины до 5 мм ток повышают до 120–150 А, но контролируют перегрев зоны шва.
Настройка тока ниже рекомендованного приведет к нестабильной дуге и неполному проплавлению. Слишком высокий ток вызывает расплавление кромок и загрязнение шва.
При работе без газа важно поддерживать минимальную длину дуги, чтобы снизить контакт с кислородом. Для этого устанавливают мягкий старт и плавное снижение тока в конце сварки, чтобы избежать кратеров и пористости.
Методы защиты зоны сварки при отсутствии газа

При TIG сварке без защитного газа необходимо минимизировать контакт расплава с воздухом, чтобы предотвратить окисление и образование пор. Для этого применяются альтернативные методы защиты.
- Флюсы. Специальные порошкообразные или пастообразные составы наносятся на область сварки. При нагреве они образуют защитную пленку, снижающую доступ кислорода. Используются флюсы на основе фторидов и боридов, совместимые с типом металла.
- Механические экраны. Металлические кожухи или керамические насадки, устанавливаемые вокруг электрода, уменьшают турбулентность воздуха и задерживают продукты испарения, создавая локальную защиту.
- Защитная проволока с покрытием. Некоторые присадочные материалы имеют оболочку, которая при плавлении выделяет вещества, изолирующие расплав. Это частично компенсирует отсутствие газа, но снижает качество по сравнению с аргоновой защитой.
- Сварка в герметичных камерах. Используется для ответственных деталей. Камера заполняется инертным газом до начала процесса, что позволяет полностью исключить окисление. Метод применим только в условиях производства.
- Применение паст для временной изоляции. Пастообразные материалы накладываются на шов, замедляя контакт с кислородом в первые секунды охлаждения, когда металл наиболее уязвим к образованию оксидной пленки.
Выбор метода зависит от типа металла, толщины заготовки и доступных условий. Для нержавеющей стали предпочтительно использовать флюсы и экраны, так как они обеспечивают наиболее стабильную защиту при работе в открытых условиях.
Техника удержания дуги и формирование шва
Дуга должна гореть ровно, без перебоев и колебаний. Для этого используется постоянный ток постоянной полярности (обычно прямой), с током в пределах 30–80% от максимального для данного аппарата, чтобы снизить вероятность прогорания металла и увеличить устойчивость дуги.
При формировании шва движение электрода ведется плавно, равномерно, с небольшой амплитудой колебаний в стороны (обычно 2–5 мм) для равномерного прогрева кромок и заполнения шва. Скорость сварки зависит от толщины металла – для тонких листов она выше (около 5–7 см/мин), для толстых – ниже (2–4 см/мин).
Присадочный пруток подается под острым углом в сторону дуги, примерно под 30–45°, и вводится непосредственно в ванну расплавленного металла. Плавное добавление присадки позволяет избежать перегрева и пористости шва.
Важно контролировать температуру зоны сварки, чтобы не допустить переохлаждения или перегрева. Для этого используют прерывистое движение, позволяющее ванне остывать между подачами присадки, что улучшает качество шва без газовой защиты.
Контроль перегрева и предупреждение прожогов
При сварке TIG без защитного газа перегрев металла возникает чаще из-за снижения качества защитного слоя. Температура свариваемой зоны не должна превышать 700–750 °C, чтобы избежать изменения структуры и прожогов.
Для контроля температуры используйте интервалы сварки с перерывами, позволяющими детали остыть до температуры примерно 150–200 °C. Частое перемещение дуги снижает концентрацию тепла в одном месте.
Регулировка силы тока должна быть минимально достаточной для создания стабильной дуги. Избыточный ток увеличивает риск прожогов и ухудшает качество шва.
Для охлаждения применяйте методы естественной вентиляции или поддува воздухом, избегая резкого охлаждения, которое вызывает трещины.
Контроль визуально: шов должен иметь равномерный цвет без темных или выгоревших участков. При появлении таких признаков сварку следует остановить и дать металлу остыть.
Проверка прочности и устранение дефектов шва
Проверка прочности сварного шва без газа проводится визуальным и инструментальным методами. Визуальный осмотр выявляет трещины, поры и непровары. Для точной оценки используют ультразвуковую дефектоскопию и магнитопорошковый контроль, которые позволяют обнаружить скрытые дефекты внутри шва.
Трещины и непровары чаще всего возникают из-за перегрева или неправильной техники ведения дуги. Для устранения необходимо зачистить дефектное место до чистого металла, затем провести повторную сварку с контролем параметров тока и скорости движения электрода.
Поры появляются при загрязнении поверхности или недостаточной защите зоны сварки. Перед сваркой нужно тщательно очистить металл от масла, ржавчины и загрязнений. Если поры обнаружены, их удаляют шлифовкой с последующей дополнительной сваркой.
Провар шва контролируют толщиномером и визуально. Недостаточный провар требует повторной сварки с изменением угла наклона электрода и уменьшением скорости перемещения для улучшения проникновения металла.
После устранения дефектов шов необходимо проверить на механическую прочность – проводят испытания на изгиб или растяжение в зависимости от назначения конструкции. В случае обнаружения новых дефектов повторяют ремонтные работы.
Вопрос-ответ:
Можно ли варить TIG сваркой без использования защитного газа?
Да, варить TIG без защитного газа возможно, но это сильно усложняет процесс. Защитный газ обычно предохраняет расплавленный металл от окисления и загрязнений. Без него шов получается менее качественным, с дефектами и сниженной прочностью. Чтобы компенсировать отсутствие газа, применяют специальные флюсы или рабочие приемы, но их использование требует опыта и точного контроля параметров сварки.
Какие материалы подходят для сварки TIG без газа?
Для сварки TIG без газа подходят в основном алюминиевые и некоторые цветные металлы, а также тонколистовая сталь. Толстый углеродистый металл сваривать без газа не рекомендуется, так как повышается риск пористости и трещин в шве. Для успешной сварки важна чистота поверхности и правильный выбор флюса или защитных средств, замещающих газовую защиту.
Какие недостатки возникают при сварке TIG без газа?
Без газовой защиты шов подвержен окислению, что приводит к появлению шлаков, пор и трещин. Металл может иметь плохую структуру и низкую прочность. Кроме того, процесс сварки требует медленного и более точного ведения электрода, чтобы минимизировать дефекты. В целом, качество и внешний вид шва уступают сварке с применением защитного газа.
Какие настройки аппарата лучше использовать при TIG сварке без газа?
При сварке без газа обычно снижают сварочный ток на 10-20% по сравнению с обычной сваркой с газом, чтобы уменьшить перегрев металла. Часто используют постоянный ток с обратной полярностью. Важна точная регулировка длины дуги — она должна быть минимально возможной, чтобы снизить контакт с воздухом. Также нужно внимательно контролировать скорость перемещения электрода и подачу присадочного материала.
Как подготовить поверхность металла перед TIG сваркой без газа?
Подготовка поверхности — ключ к получению качественного шва без газа. Нужно тщательно очистить металл от грязи, масла, ржавчины и окалины. Для этого применяют механическую зачистку щеткой из нержавеющей стали или шлифовальным кругом, а затем обезжиривают поверхность растворителями. Чем чище металл, тем меньше риск дефектов и окисления при сварке без газовой защиты.







